


分享|高速復合傳動壓力機的控制系統
高速復合傳動壓力機是基于傳統液壓機和機械壓力機部分優點集成的一款用于成產薄板沖壓工件的通用壓力機。與傳統的單動薄板液壓機相比,其壓制工藝具有生產速度快,效率高、廢品率低、工作穩定等優點,廣泛應用于汽車,航空、高鐵等行業及領域,用以迅速大量地制造同一尺寸和形狀的工件;隨著加工工藝的改進、壓力機制造技術的發展、模具制造技術的進步,以及材料加工性能的提高,生產對于生產效率要求越來越高,盡量做到無庫存或減小庫存儲備,提高整體生產效率。
文中探討了電氣控制系統如何整體驅動控制壓力機進行高速運動,滿足工藝條件、進行連續穩定的產業化生產。
1、壓力機的結構和功能
高速復合傳動壓力機是沖壓薄板式覆蓋件的通用機床。它的運動部位比傳統式壓力機的運動部位多而復雜,分別由連桿機構、驅動滑塊、沖壓滑塊、沖壓滑塊微調機構、液壓墊拉伸機構組成。同時可以分為機械主機系統、液壓驅動系統和電器控制系統3大的系統,如圖1所示。

圖1中:1是驅動滑塊,其動力來源是液壓缸;2是壓制滑塊,負載模具實際接觸工件的工作滑塊;3是多連桿,用于傳導和放大驅動滑塊施加給壓制滑塊的力。
復合壓力機的主要運動是由油缸驅動的小滑塊帶動連桿驅動大滑塊運動,液壓墊由下梁液壓缸驅動頂起、落下。壓機通過小滑塊驅動連桿帶動大滑塊實現上滑塊機構運動“快速下行-慢速加壓-持壓延時-慢速回程-快速回程-末端減速”的動作循環。液壓墊布置在工作臺中間的空腔內,通過頂桿驅動壓邊模具實現動作“快速頂起-慢速頂起-頂停延時-快速退回-末端減速”“快速頂起-慢速頂起-頂停等待-被動拉伸退回”兩種動作循環。通過大滑塊和液壓墊動作配合完成工藝動作。
2、液壓系統工作原理
復合壓力機的液壓系統與普通液壓系統基本一致,采用變量泵提供液壓油,為系統提供油液介質,利用小功率輔助泵提供系統壓力,驅動溢流閥和電磁閥插件運動,壓力機動作驅動表如表1所示,原理圖如圖2所示。

液壓系統動作示意如下:
(1)快下:接通泵YA 11和YA 12兩個泵的流量供油,接通YA 21打開上缸上腔通道,解除支撐閥控制,實現上缸快速下行。
(2)慢下:在快下基礎上關閉YA 12減小供油,關閉支撐閥。
(3)加壓:保持慢下動作,控制專用溢流閥控制加壓。
(4)慢回:先接通YA 41打開充液閥,泄壓后打開YA 11供油,接通YA 22打開上缸下腔通道。
(5)快回:維持慢回動作,添加YA 12另一個泵的流量開始快回。
(6)減回:同慢回動作。
(7)快頂:打開YA 11和YA 12供油,接通YA 31下缸下腔通道。
(8)慢頂:在快頂基礎上關閉YA 12。
(9)快退:打開YA 11,YA 12供油,接通YA 32下缸上腔通道供油。
(10)慢退:在快退基礎上,關閉YA 12減少供油。
高速復合傳動壓力機工作原理:是通過液壓系統驅動油缸帶動驅動滑塊進行上下往復運動,驅動滑塊和其液壓系統組成了一臺臺面很小的傳統的四柱壓力機,其油缸是復合油缸,油缸直徑很小,輸出的噸位也很小,150 t~200 t左右。
運行后速率可達1200 mm/s的空載速度,250 mm/s的工作加壓速度,這是由于液壓系統的功率500 kW左右,同一時間輸入油缸的流量很大,使其驅動的滑塊運動速度極快,在1 m的行程中壓力機可以2.5s完成一個工件的加工。
高速復合傳動壓力機的沖壓滑塊,它是通過四角的三級連桿連接到驅動滑塊上,靠著驅動滑塊的動力,進行實際工作的。
壓制滑塊通過連桿連接,在受到驅動滑塊運動時通過連桿結構的運行放大,使其在壓制的過程中可以放大驅動滑塊約7~8倍的力量,例如驅動滑塊產生約1500000~200000N的壓力時,壓制滑塊在末端壓制時,可以放大到約10000000~16000 000 N的壓力輸出,其功率是恒定的,壓制滑塊通過損失運動距離放大其輸出的力,這就是高速復合傳動壓力機的本質。
以上就是高速復合傳動壓力機的基本原理。
3、高速復合傳動壓力機的電氣控制系統
選用西門子1500系列可編程控制器,作為控制壓機自動化的核心,因為其可以完成邏輯,順序、定時、計數和算數運算等功能,又可以試想循環掃描和即時刷新等一系列的優點。可以滿足復合壓機工藝動作的要求。
西門子1500系列配有各種不同的組態模塊,可以滿足各種情況的要求,配置各種數量的輸入輸出模塊,各種需要的檢測的模擬量,配備以太網通訊功能,可以滿足各種下位機的通訊要求。市面上各種通訊元器件都位西門子公司開發了適配其要求的通訊組件,可以靈活多變的滿足各種下位機的要求。
所以為復合壓機配備西門子1500系列控制器,可以充分滿足控制需求,和將來升級的需要。
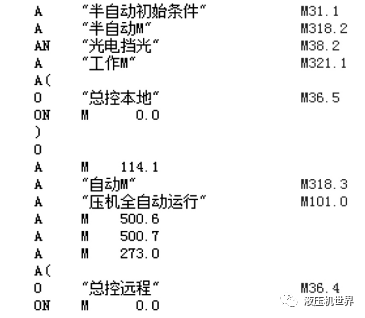
使用邏輯語言編程模式,在控制系統設計過程中,按照工藝流程圖設計工藝,按照工藝需求計算需求的輸入輸出地址表,設計控制啟動電路,如圖3所示。



4、結論
該系統經過安裝調試,改進完善,可滿足復合壓機的工作強度和效率要求,非常方便地實現手動,半自動和全自動配合機械手上下料的要求。其工藝流程工作壓力、工作速度在其新城范圍內根據需求可隨時調整,可完成定程、定壓等多種工藝方式,儲存至少百套工藝配方。根據壓機實際情況靈活地調整系統泄壓和保壓頻次。避免機床震動過大導致漏油頻發問題,整個系統運行平穩可靠、故障率低。系統效率提高,經濟效益好,維護簡便。
